From the second floor of the Nio House building in Hefei, pass through a gate and traverse a connecting corridor and you will find yourselves on the premises of Nio’s F2 factory.
This factory is Nio’s second production base, located in the NeoPark in western Hefei. Several of Nio’s electric vehicle models like the ET5, ET5T, and the new ES8 are assembled and produced here before being shipped to customers all over China and even in Europe.
Walk toward the end of this corridor, and you will be greeted with a vertical car garage. This garage has multiple levels of parking spaces, each filled with cars of various colors and shapes, all in a semi-assembled state. Intriguingly, these cars have their bodywork painted but lack a chassis and wheels.
Traditional car production lines, as pioneered by Ford, follow a continuous flow, moving to the next step immediately after completing a task. In ideal conditions, this method streamlines the process and reduces production time, and is the standard practice in large-scale industrial manufacturing. However, car production has become more complex, and a purely linear model isn’t always the most efficient for all stages of production. Therefore, this model is continually evolving in its application.
Starting with its vertical car garage, Nio is demonstrating how efficiency can be achieved in the assembly of more complex products.
Beyond the traditional assembly line
The vertical car garage functions as an intermediate station bridging two production processes. It temporarily holds vehicles or semi-assembled car bodies, organizing and combining them as needed to align with the requirements of various workshops or processes for batch operations.
This approach, as opposed to pure assembly line work, can better optimize the usage of resources while aligning more closely with the varying pace of each production process.

During a tour of the facility, Ji Huaqing, vice president of manufacturing logistics at Nio, used an example to illustrate the value this new approach offers. In the painting workshop, the paint pipelines are designed to accommodate various colors, but changing colors typically involves completely emptying the pipeline, adding new paint, inspecting, and changing the spray gun.
The common industry practice is to change paint after painting 3–4 cars. In contrast, the method of storage and allocation used in the vertical car garage model can enable up to 20 cars to be painted simultaneously. This reduces production costs, increases efficiency, and stabilizes the production process by lowering the number of color changes required.
Nio employs this strategy in various stages of production, continuously changing the production sequence of vehicles to achieve higher efficiency. Different vertical car garages are built in different workshops, each with varying sizes and capacities. For example, the toured facility has over 240 parking spaces, while the one in the paint workshop described by Ji has over 400 spaces.
Ji told 36Kr that the size of each garage depends on the rhythm of each production stage and the preferred order for production in each workshop. Paint workshops typically prefer grouping units of the same color together, while body assembly lines would favor receiving units of the same model. Final assembly workshops would prefer to receive larger and smaller cars separately.
To resolve the limitations of production using the traditional assembly line model, Nio’s F2 workshop utilizes more than just one solution.
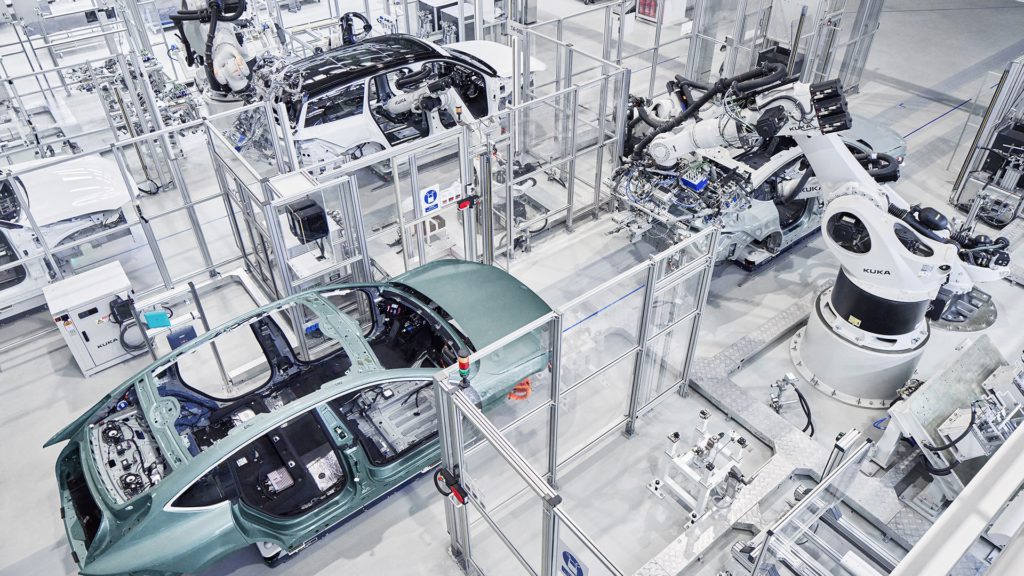
Adjacent to the production line in the final assembly workshop, Nio has set up dedicated work areas for assembling components like tailgates, dashboards, windshields, and panoramic sunroofs. The vehicle body is transported to and from these work areas using automated guided vehicles.
This mode of assembly aligns with the concept of “Alone Manufacturing Island” (AMI) from Toyota’s lean manufacturing approach, albeit with distinct execution and assignment modules. While traditional lean production methods utilize the same machine to assemble a set of component parts, Nio’s approach employs robots to autonomously assemble them on separate “islands.”
Structuring certain operations in this manner can boost production efficiency and flexibility. According to Ji, connecting all production processes in the traditional manner would lead to increased interdependence among process modules for efficient operation. Ji used the analogy of the Battle of Red Cliffs to further clarify this reasoning, highlighting how Cao Cao’s decision to chain his ships from stern to stern promoted stability at the expense of flexibility.
It’s important to note, however, that automated assembly comes with the risk of uneven pacing. Tesla encountered this challenge in the early stages of Model 3 production when an excessive reliance on robots resulted in production bottlenecks. It was only when Elon Musk reintroduced manual assembly that the production line regained its momentum. By isolating “islands” from the assembly line, it significantly minimizes the impact of any single process on the overall production pace.
The benefits of employing separate “islands” become even more apparent when different car models are produced in the same facility or when a model necessitates the assembly of various components. This approach is highly adaptable to changes in different components, easier to implement, and less disruptive to the primary assembly line’s tempo. According to Qin Lihong, the president of Nio, upgrading a production line to incorporate non-major changes, such as adding a feature to the ET5 model, would only take about two weeks at the F2 factory, whereas other companies might require up to six weeks.
Behind the flexible production line
It’s evident that Nio’s F2 factory has integrated various solutions into its processes and equipment, enhancing flexibility and adaptability in traditional car manufacturing. This design not only streamlines the production process but also effectively addresses the challenges posed by Nio’s complex product lineup.
The company’s second-generation platform offers eight models, making it one of the most diverse ranges of offerings among the recently established players in the automotive industry. Additionally, it provides an extensive range of customizations, including choices for body colors, wheel styles, interior configurations, and optional packages such as Nomi, its in-vehicle artificial intelligence assistant. While this product strategy caters to a wide range of customer preferences, it also presents significant manufacturing challenges.
Ji acknowledged that car manufacturing at Nio is complex and requires a delicate balance between personalization and mass production. The utilization of “islands” in the final assembly line is a response to the assembly line’s massive and intricate nature, necessitating a certain level of decoupling.
Nio’s production facilities are tailored to accommodate its extensive product range, prioritizing flexibility. According to official data, Nio’s eight models can be customized into a total of 3,592,320 possible configurations (SKUs). Although the F2 facility was initially designed only to produce the ET5, ET5T, ES8, and several other models, the incorporation of highly flexible manufacturing processes and workflows has enabled Nio to deliver vehicles from the factory to customers in as little as 21 days upon order confirmation, which is considered above average in the industry.
Other details also reflect the emphasis on flexibility. In the F2 body shop, transport pallets have windmill-shaped fixtures on both sides, enabling them to rotate to access four different sides to support the transport of vehicle bodies of various lengths. Ji mentioned that some automakers use different production lines for different car models, but Nio places them on the same line to minimize line utilization rates.
RELATED ARTICLE

In the automotive industry, efficiency is often measured based on production cycle times. For example, Tesla’s famous “45 seconds per car” assembly line is a hallmark of the era of intelligent EV production. However, Nio does not consider such metrics as its primary focus.
It’s important to note that production cycle time varies greatly between different automakers and is highly related to the product’s structure, lacking comprehensiveness in representing manufacturing efficiency. Instead, Nio prefers to measure core efficiency indicators by the ratio of workload to resource input and uses the time from customer order to delivery as a measure of potential customer satisfaction.
Of course, the time from customer order to delivery is influenced not only by the pace of production but also by logistics and the supply chain. To account for these considerations, several of Nio’s partners are located in the vicinity of the F2 factory, with seats, bumpers, tires, and other components transported directly to the final assembly workshop through an automated conveyor corridor. This setup significantly enhances the facility’s manufacturing and delivery efficiency.

In some ways, running a car company is akin to operating a sophisticated piece of machinery. All aspects of the automotive industry, from R&D to production and sales, must run smoothly to ensure the efficient operation of the entire system. Nio once faced challenges in maintaining the pace of frontline production. However, looking at it now, the company seems to have matured in this aspect through experience and continuous adjustments.
KrASIA Connection features translated and adapted content that was originally published by 36Kr. This article was written by Peng Suping for 36Kr.